

一 精密绕线应用方案

■ 可以做收线和倒线控制,正常工作都在收线状态;
■ 在整个运行过程中,要求张力摆杆稳定;
■ 收线的速度要求在1200m/min以上(收线变频器的运行频率在60Hz以上);
■ 一停车立即抱闸动作。

■ 采用CM580变频器端子控制作为命令源,二线式端子控制:一个正转命令FWD(收线),一个反转命令REV(倒线);
■ 收线和倒线状态下可以做频率源切换,收线时为PID调节,倒线时为AI2给定;
■ 收卷时要求快速进行PID调节,加减速时间设定为0.1s,所以需要加制动单元的变频器。
采用日业电气CM580高性能模块化磁通矢量控制变频器能够保证实现上述变频器功能要求。
二 动力放线架应用方案
线缆行业目前正在向产品多样化、生产自动化等更高的技术层次发展。在线缆行业中,应用广泛的就是放线架,而动力放线架又是其中技术含量较高的一种设备。动力放线架一般要求变频器含有PID调节的功能,并且PID是可以双向控制的。日业电气CM530HLS磁通矢量控制变频器以出色的矢量控制和良好的可靠性保证了日业变频器能在线缆行业做出优越表现。
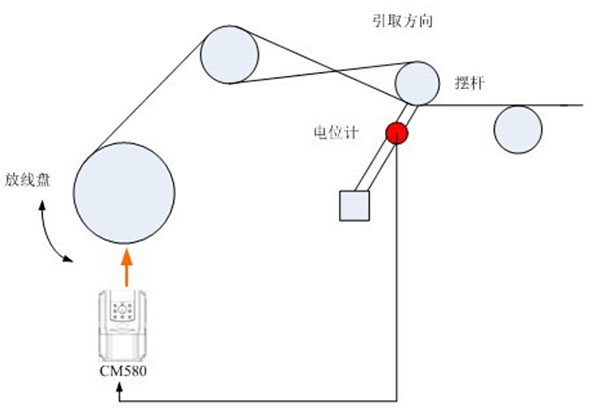
动力放线架作为多种设备的前端,在线缆行业中有着广泛的应用。一般来说,对动力放线架的要求有以下几点:
■ 在引取速度加快时,放线速度也跟着引取速度快速加速;
■ 在引取速度减速时,放线速度也跟着引取速度减慢;
■ 当稳定运行在某个速度时,放线架的摆杆要稳定;
■ 当出现松线和断线的时候,要求放线盘可以进行自动反转。
以上的几点全部要求由变频器的PID功能完成,而且要求变频器对速度的反应要相当灵敏。

CM530HLS系列变频器在频率源的组合方面灵活多样。主、辅频率源分别可由10种选择,而且还可以实现主/辅、主/主+辅、主+辅等频率切换方式,从而为用户提供了一个频率源自定义的选择需求。针对动力放线架对变频器的要求,日业电气CM530HLS系列频率源选择选为主+辅,主频率为0,辅助频率采用PID给定方式,则可实现双向控制。
选择日业电气CM530HLS磁通矢量控制变频器系统有如下优点:
■ PID反应速度灵敏;
■ 线速度跟踪和松线反向收线两方面的快速响应出色。
三 直进式拉丝机应用方案

拉丝机属于线缆行业的一种常用设备,按结构形状可分为水箱式拉丝机、倒立式拉丝机、直进式拉丝机等。按出线直径有:1、大拉机(进线直径:8mm,出线直径:3——1.3mm);2、中拉机(进线直径:3——1.8mm,出线直径:1——0.3mm);小拉机(进线直径:1——0.2mm,出线直径:0.3——0.06mm);微拉机(进线直径:0.12——0.06mm,出线直径:0.06——0.01mm)。粗线通过模具经过多道拉细处理, 模具有很多种,常见的有以下几种:圆形拉丝模、螺旋模、聚晶模等。
直进式拉丝机是拉丝机中控制难度较高的一种拉丝机,由于它是多台电机同时对金属丝进行拉伸,作业的效率很高。不象以前经常遇到的水箱拉丝机和活套式拉丝机,允许金属丝在各道模具之间打滑。同时它对电机的同步性和动态响应的快速性都有较高的要求。由于不锈钢材料比较脆,缺少像高碳钢丝或者钢帘线那样的韧性,比较容易在作业过程中拉断。
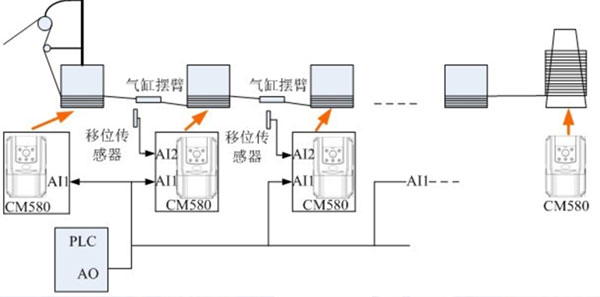
1、直进式拉丝机是由多个拉拔头组成的连续生产设备,通过逐级拉拔,一次性把钢丝、铜丝、电焊丝等冷拉到所需的规格,并将成品线材收卷,工作效率高,设备占地面积小。
2、通过每一级的拉拔后,线材的线径发生了变化,所以每个拉拔头工作线速度也发生变化。根据拉模配置的不同,各个拉拔头得拉拔速度也要变化。拉拔速度的基准是,每个时刻通过拉模的金属线材流量体积不变。直进式拉丝的各个拉拔头的工作速度就是基于以上原理,保证各个拉拔头线速度比例同步运行。
3、直进式拉丝机各个拉拔头变频器的速度是由主速度和PID微调量相叠加,各个拉拔头在张力平衡杆上安装位移传感器,用于动态监测各个拉拔头间金属线材的张力,位移传感器输出4——20mA或0——10V)标准信号,作为变频器张力闭环PID控制的反馈,通过调整各级电机转速,系统保证各个张力检测点张力恒定,才能保证多级连续拉拔顺利进行和拉出金属线材的品质。
4、低速点动穿模,运行速度稳定。电机满载启动,启动转矩达到180%,最高线速度20米/秒。
日业电气直进式拉丝机解决方案:
工作原理是:根据操作工在面板设定决定作业的速度,该速度的模拟信号进入PLC,PLC考虑加减速度的时间之后按照一定的斜率输出该模拟信号。这样做的目的主要是满足点动、穿丝等一些作业的需要。PLC输出的模拟电压信号同时接到所有变频器的AI1输入端,作为速度的主给定信号。各摆臂位移传感器的信号接入到对应的转鼓驱动变频器作为PID控制的反馈信号。根据摆臂在中间的位置,自己设定一个PID的给定值(PID给定为数字给定)。这个系统是非常典型的带前馈的PID控制系统,一级串一级,PID作为微调量。
选择日业电气公司CM580高性能磁通矢量控制变频器控制直进式拉丝机优点:
■ 能轻松实现主速度跟随加PID微调的功能,而无须额外的控制板;
■ 复杂的控制全部由变频器完成,减少了PLC程序和系统硬件开发难度;
■ 不需要D/A、A/D转换模块,降低了对PLC指标要求;
■ 优化了成本,提高了系统的性价比。
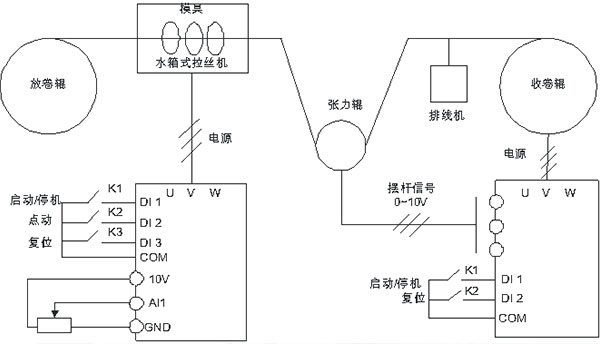
四 水箱式双变频拉丝机应用方案
双变频拉丝机可实现对铜线或者钢线逐级拉伸并将成品快速收卷,一般常用于0.1mm以上线材的加工。双变频拉丝机通常采用被动放线,原材料经过放线架进入拉伸箱内,经过多个模具后,线径被拉细至预先设定的粗细,然后经过排线工艺后再层绕到工字轮上。
1、穿模。在整机启动之前,需通过手工将原材料前端打磨并逐级通过模具。可通过脚踏开关实现电机点动低速转动,同时采用工具将丝线从模具的前端牵拉到后端,通过模具后的丝线为了能够通过下一级模具,需将其前端打磨或拉细,后才可以通过下一级模具。在这个工艺环节里,要求主拉伸电机在启动和低速运行时力矩大且稳定,运行转速稳定,而且在减速停机时电机没有反转。
2、拉伸。手工完成穿模以后就可以通过逐渐加大电机转速实现连续的拉伸过程了。注意双变频拉丝机的拉丝通常是由一台拉伸电机实现,后续由多个模具来实现逐级拉伸。在实际运行过程中,电机的运行速度范围会比较大,甚至电机会在恒功率区工作。在这个工艺环节里,要求无论负载大小,电机速度波动小,低速或弱磁区工作时转矩输出大且稳定。
3、收卷。收卷部分是一台独立的收卷电机实现,和拉伸电机之间通过张力摆杆PID调节实现线速度一致。经过拉伸后的成品需要同步地缠绕在工字轮上,在整个工艺过程中,无论启动加速、停机减速,任何线速度下的恒速运行均要求收卷电机和拉伸电机的运行转速同步,否则就会出现丝线拉断或者缠绕乱线等异常。在这个工艺环节里,要求收卷电机PID调速响应快,速度控制精确。
4、排线。通常成品线材是层绕在工字轮上的,在工字轮的横轴上,线材应该一圈一圈平行紧密地从横轴的一段到另一段排列在一起,实现一层;再逐层地加厚最后实现一卷成品。这就要求有一个排线装置来完成线材在横轴上端到下端往复的排列成品线材。根据机械设计的要求,排线的实现有很多种方案,比如机械,变频,或伺服等。
5、启动和急停。设备启动时,拉伸和收卷电机处于加速状态,丝线克服经摩擦力后,摆杆摆幅会比较大,要求启动平滑,摆杆摆幅小,不断线;运行过程中,若出现紧急情况,要求整个设备尽可能快地停下来。这时候拉伸和收卷电机处于快减速的状态,要求停机过程结束后丝线不会被拉断。

选择日业电气CM530HLS拉丝机收线专用变频器优点:
1:PID响应快,收卷变频器能实时响应牵引变频器速度的变化
2:速度控制平稳,正常工作中,摆杆位置波动小
3:优化的三防和散热处理,能适应拉丝机行业多金属粉尘和高温的恶劣环境
4:软件优化了起停处理,启动平稳,停机不断线
